
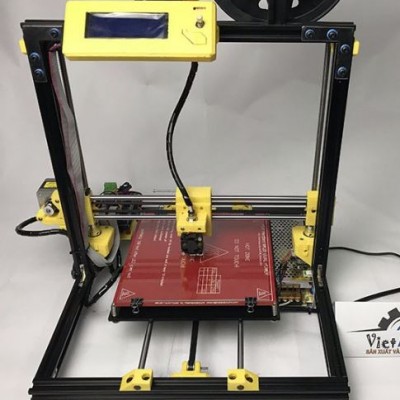
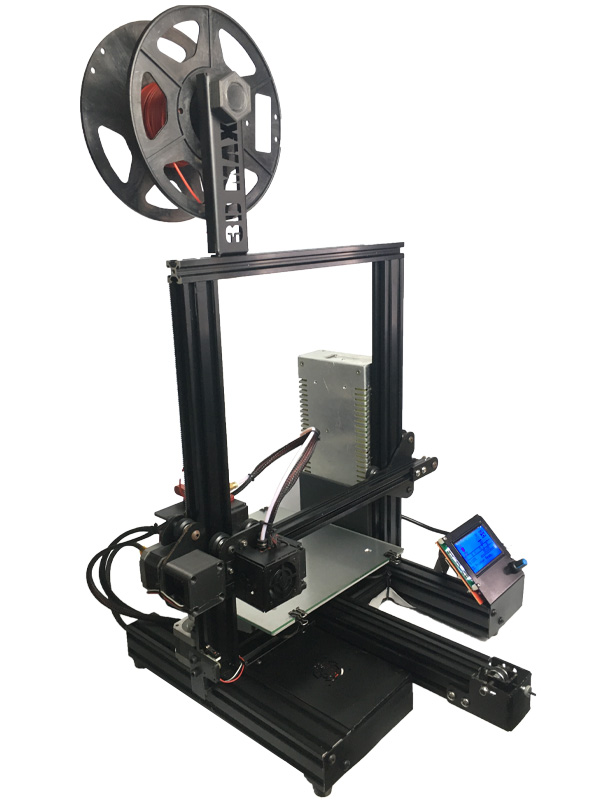
Máy in 3d Prusa P200 kiểu dáng đẹp, giá rẻ
5,800,000₫
0938.788.45824/7 Support Center
Kể từ khi phát triển hệ điều khiển OSP vào năm 1963, OKUMA vẫn luôn là hãng dẫn đầu ở Nhật Bản trong cả hai mảng: chế tạo máy công cụ & phát triển các hệ điều khiển.
Tại Việt Nam, các máy công cụ (Phay, Tiện, v.v.) của OKUMA rất được ưa chuộng, do những ưu điểm kỹ thuật của nó, dù là máy cũ hay mới.
Mặc dù vậy, các tài liệu kỹ thuật liên quan (Hướng dẫn Vận hành, Lập trình, hoặc Bảo trì) máy OKUMA rất khó tìm thấy ở Việt Nam. Trừ một số sách “theo máy” do chính hãng cung cấp khi mua máy mới, còn lại, chủ yếu là các sách “xào đi nấu lại”, không đầy đủ, hoặc không đáng tin cậy.
Tài liệu “Hướng dẫn sử dụng máy Tiện OKUMA (OSP)” – Nhà sách Quảng Đại phát hành – được dịch từ Manual (Hướng dẫn) chính hãng, diễn giải chi tiết các chức năng của máy, bảng điều khiển, cách lập trình và vận hành máy Tiện OKUMA chạy hệ điều khiển OSP. Sách được trình bày có hệ thống phục vụ cho mục đích tra cứu, đồng thời có các bài tập/ví dụ sẽ giúp bạn hiểu được ý nghĩa của chức năng/mã lệnh trong thực tế.

Số trang: 220 trang
MỤC LỤC SÁCH:
AN TOÀN CHUNG VÀ CÁC THỦ TỤC VẬN HÀNH TIÊU CHUẨN……8
Hệ điều hành OSP………………………………………………………………15
Các chế độ sơ cấp và cơ sở
Các thông số; Giới hạn mềm và kết thúc giới hạn đường chạy dao.
Chức năng của tất cả các nút trên bảng điêu khiển máy tiện
Điều khiển thủ công máy tiện………………………………………………..41
Thu hẹp cửa bằng khóa truyền động
Hệ tọa độ và gốc phôi………………………………………………………….63
Hệ tọa độ
Ưu điểm của mã hóa vị trí tuyệt đối
Mã lệnh chương trình…………………………………………………………71
Mã lệnh G
Thêm mã lệnh G
Mã lệnh M.
Định dạng chương trình và dữ liệu ký tự/ địa chỉ…………………………..87
Xemchương trình LB25-Tmin ở Mặt trước
Bắt đầu các ví dụ đơn giản; lệnh T được đề cập chi tiết sau
Thảo luận các nhận xét trong dấu ngoặc đơn
Mối quan hệ giữa bù dao và gốc đặt.
Lệnh điều khiển góc…………………………………………………………..95
Nội suy cung tròn……………………………………………………………..99
Viết chương trình đơn giản trên bảng DR202-3
Loại bỏ tốc độ và phạm vi bánh răng.
Viết chương trình với gốc ở mặt trước và mặt sau.
Viết chương trình trên bảng DR201-3
Có khóa học viên trong chương trình giả lập bạn viết
Thêm các câu lệnh hiển thị và chương trình mà không giải thích cho học viên
Gọi và kiểm tra chương trình
Đánh giá.
Hướng dẫn gia công………………………………………………………….115
Chiều dài bền mặt, tốc độ tiến dao và chiều sâu cắt
Bù bán kính dao cắt
CRC là gì; nó làm việc như thế nào; ưu điểm của nó
Quá trình hủy CRC
Vát góc tự động và bán kính tự động………………………………………133
Các chu kỳ LAP………………………………………………………………139
Khái niệm chu kỳ LAP
Các loại chu kỳ LAP
Viết một chương trình cho DR201-3 và sửa đổi để sử dụng chu kỳ LAP
Các chu kỳ khác………………………………………………………………165
Chu kỳ phay
Chu kỳ tạo rãnh
Chu kỳ tạo côn
Chu kỳ tạo ren cố định……………………………………………………….179
Các chương trình con, lịch trình cương trình, và các loaij tệp bổ sung……197
Trình tự chương trình – giải trình
Các biến thông thường
Biến cục bộ, sử dụng biến trong chương trình khoan chấu kẹp làm ví dụ
Các lệnh hiển thị………………………………………………………………221
Phụ lục…………………………………………………………………………243
Nội dung xem trước:
 Vật tư
1
Sản phẩm số
212
Dịch vụ
30
Máy
18
Thiết bị
15
Vật tư
1
Sản phẩm số
212
Dịch vụ
30
Máy
18
Thiết bị
15
5,800,000₫

6,500,000₫
 Vật tư
1
Sản phẩm số
212
Dịch vụ
30
Máy
18
Thiết bị
15
Vật tư
1
Sản phẩm số
212
Dịch vụ
30
Máy
18
Thiết bị
15


